

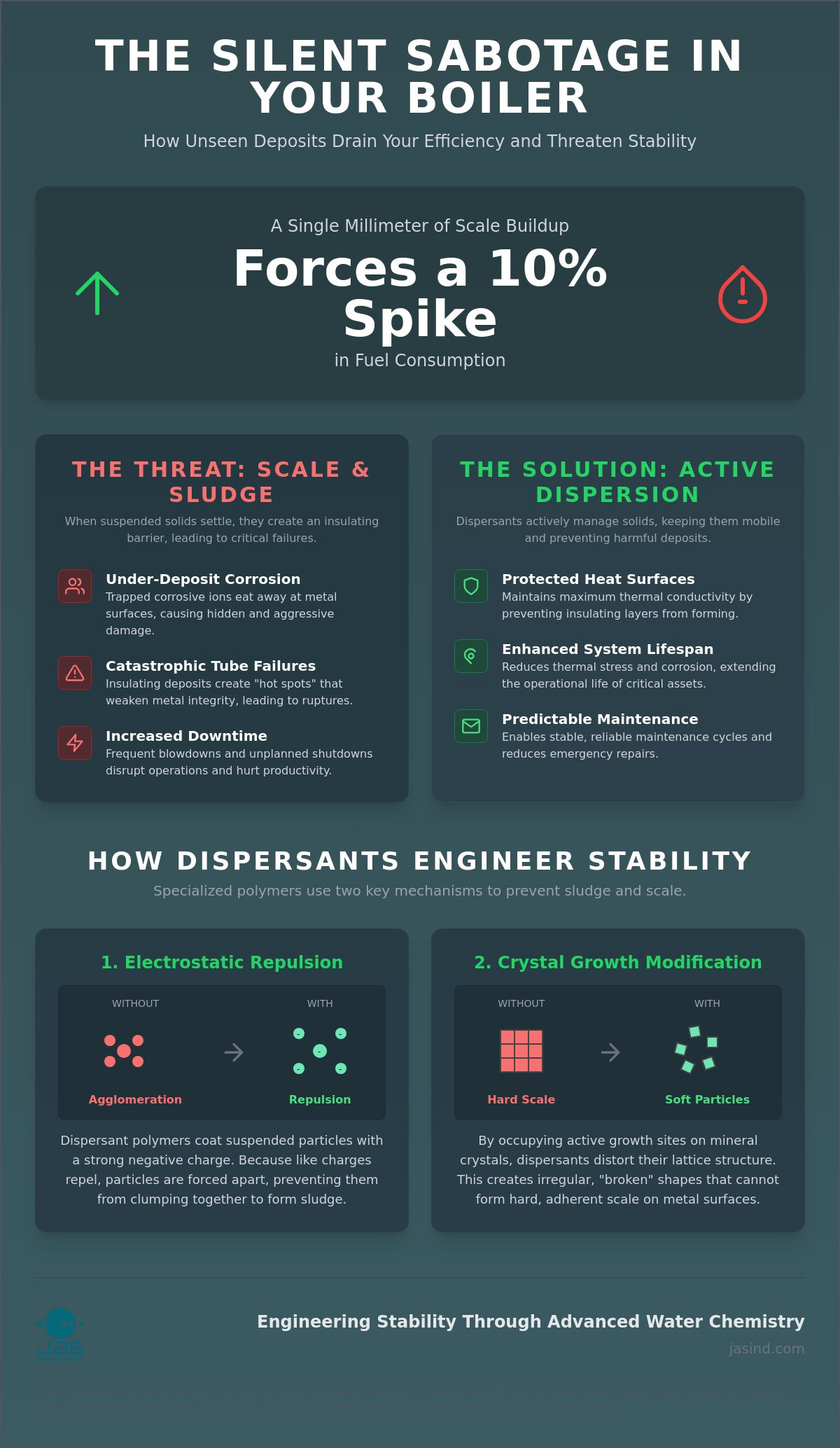
A single millimeter of scale can force a 10% spike in fuel consumption, yet many operators focus solely on hardness while ignoring the silent accumulation of sludge. True boiler reliability isn't just about stopping scale. It's about the active protection of heat transfer surfaces through precise chemical mobility. Selecting the right dispersant for boiler water treatment is the difference between a high-performing asset and an expensive liability. With the Producer Price Index for chemical manufacturing hitting a record 384.164 in May 2026, every chemical application must deliver absolute efficiency and measurable protection for your infrastructure.
You likely feel that unexpected downtime from tube failures and rising blowdown frequency are more than just operational hurdles; they're threats to the stability of your critical resources. We're committed to helping you master the technical selection and application of boiler dispersants to eliminate sludge and ensure long-term operational security. This article previews how to align your treatment program with the June 24, 2026 amendments to FDA 21 CFR §173.310 and the mandatory 2025 ASME Boiler and Pressure Vessel Code. You'll gain a clear roadmap for reducing fuel costs and extending your boiler's lifespan through predictable, reliable maintenance cycles.
Key Takeaways
- Differentiate between scale inhibition and active dispersion to maintain maximum thermal efficiency and protect heat transfer surfaces.
- Understand the chemical mechanisms of electrostatic repulsion and crystal lattice distortion that prevent suspended solids from forming hard deposits.
- Master the technical selection of a dispersant for boiler water treatment by evaluating the specific benefits of copolymers for iron and phosphate management.
- Implement precise dosing and monitoring protocols to reduce blowdown frequency and prevent catastrophic tube failures.
- Align your water chemistry strategy with global industrial standards to ensure long-term operational stability and predictable maintenance cycles.
The Strategic Role of Dispersants in Boiler Water Integrity
Boiler integrity begins with clarity. While antiscalants focus on preventing minerals from precipitating out of solution, a dispersant for boiler water treatment addresses the physical management of solids that are already present. These specialized polymers act as molecular guardians. They carry a specific electrical charge that coats suspended particles, ensuring they remain naturally separated rather than clumping together. Without this active repulsion, suspended matter settles into a thick, insulating sludge that compromises the entire thermal cycle.
Maintaining thermal conductivity is the primary objective of any industrial water treatment program. Even a thin layer of settled deposits acts as a barrier to heat transfer. This forces the system to consume more fuel to reach target temperatures, directly impacting the Producer Price Index for your operational outputs. When deposits become stationary, they create "hot spots." These areas of localized overheating cause the metal to lose its structural temper, eventually leading to catastrophic tube ruptures and unplanned shutdowns. Effective boiler water treatment ensures these solids stay in the flow, where they can be managed safely.
Beyond Scale: Why Sludge Management Matters
Sludge is often referred to as "soft scale," but its impact is anything but gentle. In low-flow areas of the boiler, these particles accumulate and create an environment ripe for under-deposit corrosion. This is a particularly aggressive form of metal loss where corrosive ions become trapped beneath the sludge layer, eating away at the pressure vessel from the inside out. By utilizing a high-performance dispersant for boiler water treatment, operators can facilitate a more efficient blowdown process. Because the solids remain fluid and mobile, they are easily purged through the blowdown valves. This results in cleaner internal surfaces and significantly lower water waste.
Dispersants as a Pillar of Global Resource Security
At JAS Global Industries, we view industrial chemistry as a fundamental contributor to global stability. Boiler efficiency is not just a metric for profit; it's a metric for sustainability. Every percentage point gained in heat transfer efficiency directly reduces a facility's carbon footprint and conserves precious energy resources. Our perspective shifts the role of specialty chemicals from simple consumables to essential protectors of critical infrastructure. By extending the lifecycle of a boiler, we reduce the demand for raw materials and the environmental cost of manufacturing new equipment. We engineer stability by protecting the water that powers the world's most vital industries.
Chemical Mechanisms: How Dispersants Prevent Scale and Sludge
Precision in the boiler room relies on invisible forces. A high-performance dispersant for boiler water treatment operates through three primary chemical pathways: electrostatic repulsion, crystal growth modification, and threshold inhibition. Each mechanism serves a distinct purpose in maintaining the fluid mobility of suspended solids. Electrostatic repulsion works by adsorbing onto the surface of particles, imparting a strong negative charge. Because like charges repel, these particles stay naturally separated. They cannot agglomerate into the heavy masses that typically settle on heat transfer surfaces.
Crystal growth modification takes a more structural approach. When minerals like calcium or magnesium begin to precipitate, they naturally seek to form a rigid, repeating lattice. Dispersant molecules interfere with this process by occupying active growth sites on the crystal nuclei. This interference distorts the lattice, forcing the mineral to form a "broken" and irregular shape. These deformed crystals don't adhere to metal surfaces or each other. Instead of forming hard, crystalline scale, they remain as a fine, non-adherent suspension that flows harmlessly through the system.
These mechanisms are particularly vital when managing difficult contaminants like iron and silica. Iron oxide particles are notoriously prone to "baking" onto high-heat zones. Dispersants keep these metallic oxides in suspension, preventing the localized overheating mentioned in previous sections. Adherence to the FDA Boiler Water Additives Regulation ensures these chemical interactions remain safe for facilities where steam may contact food products. For operators seeking tailored protection, exploring advanced dispersant agents provides a foundation for long-term system stability.
The Science of Adsorption and Charge Neutralization
The effectiveness of a polymer is largely dictated by its molecular weight and the density of its functional groups. Polymer chains wrap around mineral nuclei, creating a protective barrier that prevents further growth through adsorption. This process requires a delicate balance; too high a molecular weight can lead to bridging and flocculation, while too low may offer insufficient protection. The Threshold Effect is defined as the ability of a chemical to prevent mineral precipitation at concentrations far below the level required for stoichiometric reactions. This efficiency allows for effective treatment with minimal chemical consumption.
Threshold Inhibition and Crystal Distortion
Transitioning from hard scale to mobile sludge represents a significant win for operational maintenance. While organic phosphonates are often used to manage high-hardness feedwater, they must work in tandem with polymers to ensure total solids control. It's vital to ensure these polymers remain compatible with the Surfactant Chemistry used in pre-treatment stages. When these chemistries align, the result is a non-adherent sludge that is easily purged. This synergy protects the integrity of the pressure vessel and ensures your dispersant for boiler water treatment delivers maximum ROI by preventing the insulating layers that drive up energy costs.
Selecting Dispersant Chemistries: Polymers, Phosphonates, and Copolymers
Precision selection of a dispersant for boiler water treatment is a calculation of pressure, temperature, and mineral load. It's not a one-size-fits-all decision. The chemistry must survive the environment it's meant to protect. Homopolymers, such as Polyacrylates, serve as the foundational choice for basic calcium carbonate control in low-pressure systems. These single-monomer chains are cost-effective and reliable for standard hardness management. However, as system complexity increases, these basic structures often lack the functional diversity required to handle modern industrial stresses.
Copolymers represent a significant advancement in protective chemistry. By combining two different monomers, these agents provide superior handling of phosphate-based sludge and iron transport. This is critical for facilities using phosphate-based internal treatments, where the risk of calcium phosphate scale is high. For the most demanding environments, terpolymers offer the highest level of performance. These advanced formulations are engineered to remain stable in high-silica water and harsh mineral profiles that would overwhelm simpler polymers. Thermal stability is the final, non-negotiable criteria. With the 2025 edition of the ASME Boiler and Pressure Vessel Code becoming mandatory on January 1, 2026, ensuring your chemistry can withstand high-pressure heat flux is essential for regulatory and operational security.
Polymer vs. Phosphonate Selection Framework
Choosing between polymers and organic phosphonates requires a clear understanding of your boiler's PSI and Bar ratings. In low-pressure boilers operating below 15 bar, polymers are often the most efficient choice for maintaining surface cleanliness. As pressures climb into the medium range (15 to 60 bar), the performance gap narrows. Organic phosphonates are frequently preferred here for their superior sequestration capabilities in high-stress systems. They provide a robust defense against mineral precipitation when feedwater hardness fluctuates. In critical assets exceeding 60 bar, the focus shifts entirely to high-performance terpolymers that offer maximum thermal resistance and long-term stability.
Iron and Silica Dispersion Challenges
Standard polyacrylates often fail in systems with high iron condensate return. Iron oxide particles are heavy and prone to "baking" onto high-heat zones, creating the localized overheating risks discussed in earlier sections. Specialized sulfonated copolymers are the preferred solution for these scenarios, as they maintain iron in a fluid, mobile state. These chemistries also excel in managing silica-rich makeup water, which is notoriously difficult to treat. Balancing these specific dispersant for boiler water treatment choices with broader Industrial Water Treatment goals ensures that your facility remains an indispensable pillar of modern infrastructure. Proper selection prevents the insulating layers that drive up fuel costs and threaten the security of your global resources.
Operational Strategy: Dosing, Monitoring, and System Optimization
Precision in dosing is the foundation of operational security. The feedwater line is the preferred point for introducing a dispersant for boiler water treatment, as it ensures thorough mixing before the chemistry enters the high-heat zones of the steam drum. In some high-pressure configurations, direct drum injection is utilized to provide targeted sludge management where solids concentration is highest. Regardless of the entry point, the goal remains the same: maintaining the fluid mobility of every suspended particle to prevent the insulating layers that drive up fuel costs.
Monitoring is a technical necessity, not an option. Success is measured through rigorous turbidity testing of the blowdown water and detailed iron and phosphate analysis. High turbidity in the blowdown is often a positive indicator. It confirms that the dispersant is effectively keeping solids in suspension so they can be purged from the system. If turbidity drops while feedwater hardness remains constant, it's a warning sign that solids are settling onto internal surfaces. We recommend matching blowdown rates to these real-time concentrations to minimize water waste while ensuring total surface protection.
Integrating these agents into a comprehensive chemical management plan requires a macro-to-micro perspective. Every chemical addition must serve the broader mission of infrastructure stability. By optimizing your dosing strategy, you transform your water treatment from a reactive expense into a proactive pillar of resource security. For facilities seeking to elevate their operational standards, choosing high-performance dispersant agents provides the reliability needed for predictable maintenance cycles.
Synergy with Scale and Corrosion Inhibitors
A multi-functional treatment program relies on chemical compatibility. Most dispersants are anionic, meaning they carry a negative charge. It's vital to avoid interference with cationic additives, which can lead to chemical neutralization and a total loss of protection. When correctly balanced, dispersants actually enhance the performance of oxygen scavengers. By keeping metal surfaces clean and free of sludge, they allow scavengers to reach the metal more effectively, creating a more robust defense against pitting and corrosion. This synergy is essential for extending the lifecycle of critical assets.
Troubleshooting Common Boiler Sludge Issues
Operational failures often leave visible clues. Surging water levels and steam carryover are frequent indicators of dispersant under-dosing or excessively high solids concentration. These issues compromise steam quality and threaten downstream equipment. Oil or organic contamination is another critical factor; these impurities can coat dispersant molecules, rendering them ineffective. Establishing a routine technical audit allows for the identification of these hidden threats before they lead to tube failure. Regular process optimization ensures that your dispersant for boiler water treatment continues to deliver maximum thermal efficiency and long-term system stability.
JAS Global Industries: Engineering Stability Through Advanced Water Chemistry
JAS Global Industries operates as more than a supplier. We act as a vital guardian of industrial infrastructure. Our approach to a dispersant for boiler water treatment is rooted in the understanding that every mineral profile is unique. We don't provide generic additives; we engineer stability through custom formulation. By tailoring chemical structures to the specific water chemistry of your facility, we ensure that suspended solids remain mobile and harmless. This precision is particularly critical in the water-intensive mining and fertilizer industries. In these sectors, we partner with operators to optimize recovery and production cycles while protecting the assets that drive global supply chains.
Global reliability is the cornerstone of our service model. We maintain a robust logistics network that ensures supply security for large-scale industrial operations across the globe. Our commitment to research-driven innovation allows us to stay ahead of evolving regulatory standards and technical challenges. By integrating advanced chemistry with on-site expertise, we help our partners achieve predictable maintenance cycles and extended equipment lifespans. We view our industrial solutions as essential contributors to the stability of critical global resources, elevating our role from a mere vendor to a long-term strategic partner.
A Legacy of Technical Excellence Since 1998
Since 1998, we've built a reputation for solving the most complex industrial challenges. Our multiple R&I centers serve as hubs for technical breakthrough. These facilities allow us to refine the performance of every dispersant for boiler water treatment we produce. With a deeply integrated presence in the Middle East, Asia, and Europe, we provide localized support on a global scale. Professional technical audits are a standard part of our partnership. These audits provide the data-driven insights needed to optimize chemical dosing. They help identify potential system vulnerabilities before they impact your operational bottom line.
The Future of Sustainable Boiler Treatment
Sustainability is a core component of our mission. We're actively developing low-environmental-impact polymers designed to meet modern ESG requirements without compromising performance. These innovative solutions ensure operational reliability in the world's most critical industrial sectors. As the global boiler water treatment chemicals market continues its projected growth toward 2035, we remain focused on the fundamental needs of society. Safety, stability, and resource protection are our guiding principles. Optimize your boiler efficiency with JAS Global Industries’ custom chemical solutions to secure the future of your critical infrastructure.
Securing the Future of Industrial Thermal Infrastructure
Reliability in high-pressure systems is a product of active management. Asset security is a result of technical precision. As established, the right dispersant for boiler water treatment does more than prevent scale. It ensures the constant mobility of suspended solids, shielding your infrastructure from the silent threats of sludge accumulation and under-deposit corrosion. By aligning advanced polymer chemistry with precise dosing and monitoring, you transform your water treatment into a pillar of operational stability. This strategic focus reduces fuel consumption and eliminates the risk of catastrophic tube failures.
Your facility deserves a partner that understands the high-stress demands of the mining and fertilizer sectors. Since 1998, JAS Global Industries has leveraged our global manufacturing and R&I centers to engineer protection for the world's most critical industries. We provide specialized formulations that thrive where standard chemicals fail. Partner with JAS Global Industries for tailored boiler water treatment solutions to ensure your thermal assets remain efficient and secure for the long term. Let's build a foundation of technical excellence together.
Frequently Asked Questions
What is the primary difference between a scale inhibitor and a dispersant?
Scale inhibitors focus on preventing the precipitation of minerals from solution, while a dispersant for boiler water treatment manages the physical mobility of solids that have already formed. Inhibitors interfere with the initial crystallization process to stop hard deposits from starting. Dispersants use electrostatic repulsion to keep existing particles from agglomerating into heavy sludge. Both chemistries are necessary for a comprehensive water security strategy that protects critical heat transfer surfaces.
Can dispersants be used in both low-pressure and high-pressure boilers?
Dispersants are essential in both low-pressure and high-pressure boilers, though the specific chemistry must change to survive higher temperatures. Low-pressure systems often rely on cost-effective homopolymers for basic mineral control. High-pressure assets require thermally stable terpolymers that can withstand extreme heat flux without degrading. Choosing the wrong chemistry at high pressures can lead to chemical breakdown and a total loss of internal surface protection.
How do I know if my current boiler dispersant is working effectively?
You can verify effectiveness by monitoring the turbidity of the blowdown water and conducting regular iron and phosphate analysis. High turbidity in the blowdown is typically a positive sign. It confirms that the dispersant is keeping solids in suspension so they can be purged. Conversely, if your feedwater has high mineral content but the blowdown is clear, it's a warning that solids are settling onto internal tubes as insulating sludge.
Are boiler water dispersants compatible with reverse osmosis pre-treatment?
Most boiler dispersants are compatible with reverse osmosis pre-treatment, provided there is no carryover of incompatible pre-treatment chemicals. It's vital to ensure that anionic dispersants don't interact with any cationic polymers used in the RO or clarification stages. Such interactions can cause flocculation. This leads to filter fouling or deposit formation within the boiler's feedwater line, threatening the stability of the entire system.
What happens if I over-dose dispersants in my steam system?
Over-dosing a dispersant for boiler water treatment can lead to water surging and steam carryover, which compromises steam purity. High concentrations of polymer can increase the surface tension of the boiler water, promoting foaming and the mechanical transport of water droplets into the steam header. This carries contaminants to downstream equipment. It also represents a significant economic waste and an unnecessary increase in your facility's operational costs.
Do dispersants help in removing existing scale from boiler tubes?
Dispersants are designed for prevention and management, not for the rapid removal of existing hard scale. While they can help slowly erode soft sludge layers over time, heavy crystalline scale requires specialized acid cleaning or mechanical descaling. Once a surface is clean, the consistent application of a dispersant ensures that new solids remain mobile. This allows them to be easily removed through routine blowdown before they can bond to the metal.
How does water hardness affect the choice of a dispersing agent?
Water hardness directly dictates the complexity of the required polymer chain. Low-hardness feedwater can often be managed with simple polyacrylates. However, high-hardness water requires advanced copolymers or organic phosphonates to provide sufficient sequestration and repulsion. As mineral loads increase, the dispersant must have a higher density of functional groups. This prevents the massive agglomeration of suspended solids that would otherwise overwhelm simpler chemical structures.
Why is iron dispersion particularly difficult in industrial boiler systems?
Iron dispersion is difficult because iron oxide particles are heavy and possess a strong affinity for high-heat surfaces. These metallic particles tend to "bake" onto boiler tubes, creating a rugged surface that traps other minerals. Standard polymers often lack the specific charge density needed to keep iron mobile. Specialized sulfonated copolymers are required to maintain iron in a fluid state. This prevents the localized overheating that leads to tube failure and unplanned downtime.



