


What if the greatest threat to your mine's long-term profitability isn't the ore grade itself, but the microscopic particles currently flowing into your tailings pond? For many operators, the inherent challenges with fine particle flotation represent a constant drain on resources and a barrier to true sustainability. You likely recognize the frustration of seeing high mineral loss in tailings or watching reagent costs climb as you try to manage the massive surface area of fine slimes. It's a complex balancing act where poor concentrate grades often compromise the stability of your entire operation.
We understand that securing these critical resources requires more than just standard equipment; it demands a sophisticated chemical intervention. This guide will help you master the technical and chemical complexities of fine particle recovery to eliminate mineral loss and optimize plant efficiency. We'll examine how precision collectors and custom-tailored dispersants can increase the recovery of particles below 20 microns, reduce reagent waste, and stabilize flotation kinetics. By shifting from off-the-shelf solutions to a strategic chemical approach, you can protect your margins and ensure the longevity of your mineral assets.
Key Takeaways
- Understand why traditional flotation circuits often fail when particle sizes drop below 20 microns and how to bridge this critical recovery gap.
- Identify the specific hydrodynamic and chemical challenges with fine particle flotation that lead to excessive reagent waste and mineral loss.
- Learn to optimize bubble-particle collision rates by addressing the physics of fluid streamlines and adjusting bubble size distribution.
- Discover how selective flocculation and high-intensity conditioning can neutralize the damaging effects of slime coating on mineral surfaces.
- Master the transition from generic chemicals to custom-tailored reagent formulations designed for the unique mineralogy of your specific ore body.
Understanding the Paradox of Fine Particle Flotation
In industrial processing, smaller often implies more precise, yet in mineral extraction, "fine" usually means "lost." The froth flotation process relies on a delicate balance of physics and chemistry that breaks down as particles approach the microscopic scale. These challenges with fine particle flotation aren't just technical hurdles; they're significant threats to the economic stability and resource security of a mining operation. As particle size decreases, the surface-area-to-volume ratio increases exponentially. This makes the chemistry of the interface the primary driver of success or failure. We are no longer managing bulk solids; we're managing complex surface energies.
The Definition of Fines and Ultra-fines
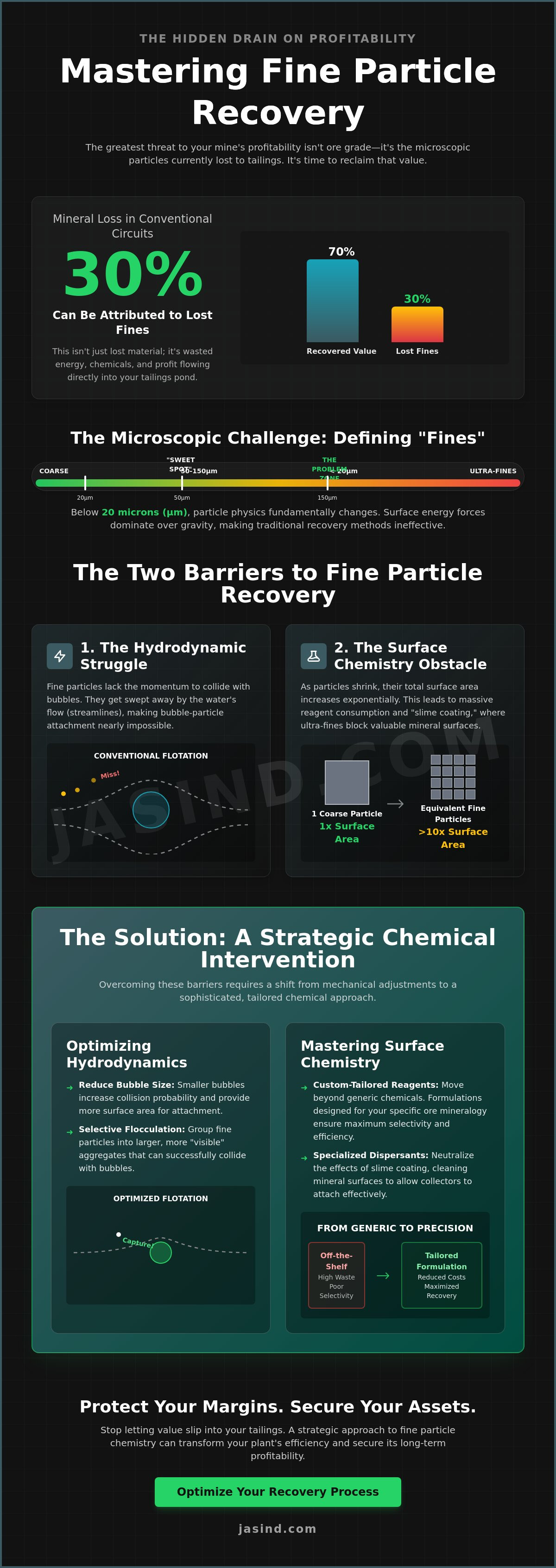
Definitions vary by mineralogy and the specific requirements of the site. In copper processing, particles below 20 microns are typically classified as fines, while ultra-fines may sit below 5 or 10 microns. For phosphate or potash, these thresholds might shift slightly higher depending on the specific gravity of the ore and the liberation size. Fine particle flotation is the specialized process of recovering mineral values from slurry where particle mass is so low that surface energy forces dominate over gravitational and inertial forces. These particles behave more like the fluid they're suspended in than the solid minerals we intend to capture.
Why Recovery Drops in the Fine Fraction
Traditional circuits are designed for the "sweet spot" of flotation, usually between 50 and 150 microns. In this range, particle mass provides enough momentum to penetrate the streamline of a rising bubble. Fines lack this momentum. They tend to follow the water flow around the bubble rather than colliding with it. This creates a "dead zone" in the recovery curve where the probability of attachment drops toward zero. It's a hydrodynamic barrier that simple mechanical agitation can't easily overcome.
Industry reports suggest that fine particles can account for up to 30% of total mineral loss in conventional circuits. This loss isn't just a waste of raw material; it represents a failure to maximize the return on the energy and chemicals already spent on grinding. When tailings are enriched with unrecovered fines, the entire plant's efficiency drops. It forces operators to process more ore to meet production targets, which increases the environmental footprint and operational costs. This shift from gravity-driven to surface-energy-driven processes means that traditional mechanical adjustments won't suffice. Overcoming the challenges with fine particle flotation is essential for the sustainable management of global mineral reserves and the long-term protection of your mine's profitability.
The Hydrodynamic Struggle: Bubble-Particle Collision Probability
Recovery begins with a physical encounter. If a mineral particle never touches a bubble, chemical collectors are irrelevant. In conventional cells, the primary challenges with fine particle flotation stem from the hydrodynamic behavior of the slurry. Because fine particles possess negligible mass, they lack the momentum required to deviate from the fluid streamlines surrounding a rising bubble. Instead of colliding, they are swept aside by the water flow. This physical bypass is the first and most significant barrier to efficient processing.
The mathematical reality is stark. Collision efficiency is roughly proportional to the square of the particle-to-bubble diameter ratio. As particles shrink below 20 microns, the probability of a successful hit drops precipitously. To restore this balance, we must either increase the particle's effective size or decrease the bubble's diameter. This is not merely a mechanical adjustment; it is a fundamental requirement for resource security and plant stability.
Overcoming the Streamline Effect
Improving collision frequency requires a strategic shift in how we manage energy dissipation within the flotation cell. High-intensity conditioning can help, but the most direct path is reducing the bubble size. When bubbles are smaller, the streamlines are tighter and the total surface area for potential contact increases. Research into the Processing of Fines highlights that without these physical interventions, even the strongest collectors will fail to pull value from the tails. Operators can improve results by increasing impeller speeds to shear air into smaller units, though this must be balanced against the risk of detaching already-attached particles through excessive turbulence.
The Role of Micro-bubbles in Fine Recovery
Micro-bubbles provide the surface area necessary to capture ultra-fine mineral values. However, generating and maintaining these tiny bubbles requires sophisticated chemistry. Our range of Mining Frothers is engineered to reduce surface tension precisely, allowing for the creation of stable, fine-bubble dispersions that don't coalesce prematurely. This chemical precision is essential for overcoming the challenges with fine particle flotation.
- Reduced bubble diameter: Increases the probability of collision by narrowing the streamline gap.
- Enhanced froth stability: Ensures that captured fines aren't lost during the transition from the pulp to the concentrate launder.
- Optimized drainage: Prevents the excessive recovery of water and entrained gangue slimes.
Achieving this balance is vital for long-term operational success. If bubbles are too small and the froth is too stable, you risk "blinding" the circuit with excessive water recovery. By utilizing tailored frother formulations, you can maintain the hydrodynamic conditions necessary to overcome technical barriers while protecting your final concentrate grade and overall mineral recovery.
Surface Chemistry Obstacles: Reagent Consumption and Slime Coating
While hydrodynamics govern the physical approach, surface chemistry dictates the ultimate capture. The transition to fine mineral processing brings an exponential increase in specific surface area (SSA). This surface area explosion is a primary driver of the chemical challenges with fine particle flotation. When particle size decreases, the chemical demand of the slurry skyrockets. Without precise reagent management, plants face a difficult choice between prohibitive costs and catastrophic mineral loss. We don't just supply chemicals; we provide the precision necessary to manage these complex interfaces.
Managing High Reagent Demand
Fine particles aren't just small; they're chemically hungry. A reduction in particle size from 100 microns to 10 microns increases the surface area tenfold for the same mass of material. This requires a significantly higher dosage of Mining Flotation Collectors to achieve the hydrophobicity needed for bubble attachment. However, simply increasing the volume of reagents isn't a sustainable strategy. Over-dosing often leads to non-selective flotation, which pulls gangue into the concentrate and destabilizes the froth.
Staged addition offers a more sophisticated solution. By distributing collectors across multiple points in the flotation bank, operators can maintain an optimal chemical concentration without overwhelming the system. This prevents "reagent starvation" in the final cells while protecting the selectivity of the circuit. Furthermore, the use of Dispersant Agents is vital. These agents prevent reagents from clumping together, ensuring a uniform coating across the vast surface area of the fines. This level of control is essential for reducing waste and optimizing plant efficiency.
Combating Slime Coating and Entrainment
The most insidious chemical obstacle in fine circuits is slime coating. This phenomenon occurs through heterocoagulation, where ultra-fine gangue minerals, such as clays or silicates, adhere to the surface of valuable minerals. This effectively "blinds" the valuable mineral, preventing the collector from making contact. It's one of the most persistent challenges in fine particle recovery. When these surfaces are blinded, even the most aggressive agitation won't result in recovery.
To counter this, we utilize specialized Mining Depressants. These formulations work by modifying the surface charge of the gangue slimes, creating electrostatic repulsion that keeps them in the pulp and away from the valuable mineral surfaces. This chemical cleaning is paired with rigorous pH control to maximize the distinction between target minerals and waste. Selectivity is also threatened by non-selective entrainment, where fines are simply carried into the concentrate by the water flow. By using tailored chemical modifiers, we can sharpen the separation process. Protecting your concentrate grade requires a deep understanding of these microscopic interactions. It's a commitment to technical excellence that ensures the stability of your global resource recovery.
Strategic Interventions for Enhanced Fine Particle Recovery
Overcoming the physical and chemical barriers of fine ore bodies requires a transition from standard practices to precision engineering. While the challenges with fine particle flotation are rooted in hydrodynamics and surface chemistry, the solutions are found in active aggregation and circuit optimization. We don't just observe these technical hurdles; we intervene to protect your recovery rates and ensure resource security. By shifting the focus from passive recovery to strategic intervention, operators can reclaim value that was previously destined for the tailings pond.
Selective Flocculation and Aggregation
One of the most effective ways to bypass the hydrodynamic limit is to artificially increase the effective size of the particles. Selective flocculation uses specialized Mining Flocculants to bridge valuable fine particles into larger, "pseudo-coarse" aggregates. These flocs must be shear-stable to survive the high-energy environment of the flotation cell. By creating these larger units, we restore the momentum necessary for bubble collision and successful attachment. This process requires a delicate balance of polymer chemistry and mixing intensity to ensure that only the valuable minerals are aggregated.
Step-by-Step Guide to Flocculant-Assisted Flotation:
- Characterization: Determine the zeta potential and specific mineralogy of the fine fraction to identify the required charge density.
- Surface Cleaning: Apply high-intensity conditioning to remove existing slime coatings from the target mineral surfaces.
- Reagent Addition: Introduce tailored Mining Flocculants at a precise dosage to avoid over-flocculation or non-selective capture.
- Controlled Aggregation: Use low-shear conditioning to allow flocs to grow without being destroyed by turbulence.
- Optimized Flotation: Feed the aggregated pulp into the flotation circuit, matching the air flow and bubble size to the new floc diameter.
Optimizing the Flotation Circuit Design
Hardware alone cannot solve the problem. While column flotation is often cited as superior for fines due to its quiescent environment and wash water capabilities, it requires deep chemical synergy to be effective. Mechanical cells still play a vital role in scavenging ultra-fines when paired with high-intensity conditioning. This combination cleans mineral surfaces, allowing collectors to bond more effectively. Many modern operations now implement separate fines treatment circuits. This allows for specific pH control and reagent dosages that would be inefficient in a bulk circuit, directly addressing the unique challenges with fine particle flotation.
Integrating flash flotation can capture liberated fines early in the process, while scavenger circuits focus on the most difficult-to-recover particles at the end of the bank. To identify the specific bottlenecks in your operation, we recommend a comprehensive technical audit. Explore our Mining Flotation Collectors and process consulting services to design a circuit that eliminates mineral loss and stabilizes your production output. Mapping these inefficiencies is a critical step toward long-term operational sustainability and the protection of your mineral assets.
The JAS Approach: Tailored Reagent Systems and Process Audits
Standard chemical solutions rarely suffice when dealing with the intricate challenges with fine particle flotation. Most off-the-shelf reagents are designed for average conditions, yet no mine is average. Complex fine-ore bodies require a level of specificity that generic products simply cannot provide. We approach chemical supply as a vital mission to secure resources and protect operational margins. By aligning our technical expertise with your specific production goals, we transform industrial challenges into sustainable outcomes. This isn't just about chemistry; it's about the security of your mineral assets.
Custom Chemical Formulations
Our Research and Innovation centers are dedicated to the development of tailor-made Mining Flotation Collectors. We analyze the surface chemistry of your specific ore to ensure the collector bonds only with the target minerals. This prevents the non-selective flotation that often ruins concentrate grade in fine circuits. There is a critical synergy between our collectors, Mining Frothers, and Mining Depressants. When these elements work in harmony, they create a robust chemical environment that resists the common pitfalls of slime coating and reagent clumping. We don't just sell products. We engineer systems.
In sectors like phosphate and potash mining, these custom systems have proven their worth. We've seen significant improvements in the recovery of ultra-fine fractions by matching the chemical chain length of collectors to the specific mineral surfaces. This level of detail isn't a luxury; it's a fundamental requirement for the modern, responsible mining enterprise. By reducing reagent waste and sharpening selectivity, we help you maintain a premium brand positioning in the global market.
Technical Consulting for Process Optimization
Hardware adjustments alone won't solve the problem of mineral loss. A JAS Global Industries technical audit provides a macro-to-micro view of your flotation circuit. Our specialists spend time on the plant floor, identifying where the physics of the cell and the chemistry of the pulp are out of alignment. We bridge the gap between laboratory troubleshooting and industrial-scale execution. This process is steady, logical, and focused on long-term value rather than quick fixes.
Laboratory testing is the foundation of our predictive modeling. By simulating your plant's specific conditions, we can demonstrate how different reagent formulations will perform before they reach your cells. This reduces risk and ensures a smooth transition to more efficient chemical regimes. To begin this process, you can Request a technical audit for your flotation circuit. Our experts will help you map circuit inefficiencies and implement the strategic interventions necessary to optimize your kinetics.
Our global presence ensures that these specialized solutions reach your site reliably. We manage the complex logistics of sustainable chemical supply so you can focus on extraction and processing. We are more than a supplier; we are a partner in the security of your mineral assets. Reliability is our history. Stability is our promise. Together, we can ensure that your operation remains a vital contributor to the global resource infrastructure.
Securing the Future of Global Mineral Recovery
Mastering the recovery of ultra-fine minerals is no longer a peripheral goal; it's a fundamental requirement for the stability of modern infrastructure. We've explored how the challenges with fine particle flotation demand a sophisticated shift from mechanical adjustments to precision chemical interventions. Success depends on the strategic integration of tailored collectors, stabilized frothers, and selective flocculation. These tools transform the hydrodynamic barriers of the microscopic world into predictable, high-value outcomes for your plant.
With a deep-rooted presence across the Middle East, Africa, Asia, and Europe, JAS Global Industries acts as a vital guardian of these critical resources. Our expert R&I centers specialize in developing custom chemical formulations, particularly for complex phosphate and potash mining operations. We provide the technical stability and global logistics necessary to protect your margins and ensure long-term sustainability. It's time to bridge the gap between technical complexity and operational excellence.
Optimize your mining recovery with JAS specialty chemical solutions and reclaim the full value of your mineral assets today.
Frequently Asked Questions
What is the most common cause of fine particle loss in flotation?
Low collision probability is the primary driver of recovery failure. Fine particles lack the momentum to pierce the fluid streamlines around bubbles. Instead of colliding, they're swept into the tailings. This physical bypass is one of the most persistent challenges with fine particle flotation. Addressing this requires a combination of reduced bubble size and increased particle aggregation to restore the necessary momentum for capture.
How does slime coating affect the grade of mineral concentrates?
Slime coating reduces concentrate grade by physically blinding valuable mineral surfaces. Ultra-fine gangue minerals adhere to the target mineral, preventing collectors from establishing a hydrophobic coating. This leads to the recovery of waste material alongside the valuable ore. To protect your grade, chemical interventions like specialized depressants are needed to repel these slimes and ensure only the target mineral attaches to the air bubbles.
Can flocculants be used to improve fine particle flotation recovery?
Yes, selective flocculation uses specialized Mining Flocculants to bridge fine particles into larger units. These pseudo-coarse aggregates have enough mass to overcome hydrodynamic barriers. However, the flocs must be shear-stable to survive the turbulence of the flotation cell. When properly tuned, this process significantly improves recovery rates without compromising the selectivity of the circuit. It's a vital strategy for maximizing the value of fine ore bodies.
Why do fine particles require more collector than coarse particles?
Fine particles require more collector because their specific surface area is exponentially larger than that of coarse particles. A smaller particle size means more surface sites are available for chemical bonding. If reagent dosages aren't adjusted, the system suffers from starvation. We recommend staged addition to manage this demand. This ensures a uniform coating across the entire mineral surface while preventing the over-dosing that leads to non-selective flotation.
What is the difference between entrainment and true flotation in fines?
True flotation involves the chemical attachment of a mineral to a bubble, while entrainment is the passive recovery of particles trapped in water. Fines are particularly susceptible to entrainment because they remain suspended in the slurry. This results in poor concentrate grades as gangue is carried into the froth. Distinguishing between these two mechanisms is essential for solving the challenges with fine particle flotation and maintaining the stability of your mineral processing circuit.
How do micro-bubbles improve the flotation of ultra-fine minerals?
Micro-bubbles improve recovery by increasing the total surface area available for particle attachment. Their smaller diameter also creates tighter streamlines, which increases the probability of collision with ultra-fine minerals. Maintaining these tiny bubbles requires stable frother formulations that prevent coalescence. This hydrodynamic adjustment is a critical pillar of resource protection, ensuring that even the smallest particles have a viable path to the concentrate launder.
Is column flotation always better for fine particles than mechanical cells?
Column flotation isn't a universal solution. While columns provide a quiescent environment and wash water for cleaning, mechanical cells often provide the high-intensity conditioning needed to clean mineral surfaces. The choice depends on your specific mineralogy and the degree of slime coating. Often, a hybrid circuit using both technologies offers the best balance of recovery and grade. Success lies in the synergy between the hardware and the chemical regime.
How can chemical dispersants help in high-clay flotation circuits?
Chemical dispersants prevent the heterocoagulation of clay slimes on valuable mineral surfaces. They work by modifying the surface charge of the gangue, creating electrostatic repulsion that keeps the slimes in the pulp. This prevents the blinding effect that stops collectors from working. In high-clay circuits, these agents are essential for maintaining selectivity. They protect the concentrate grade and ensure the long-term profitability of complex, fine-ore operations.



